Investment Cast Process
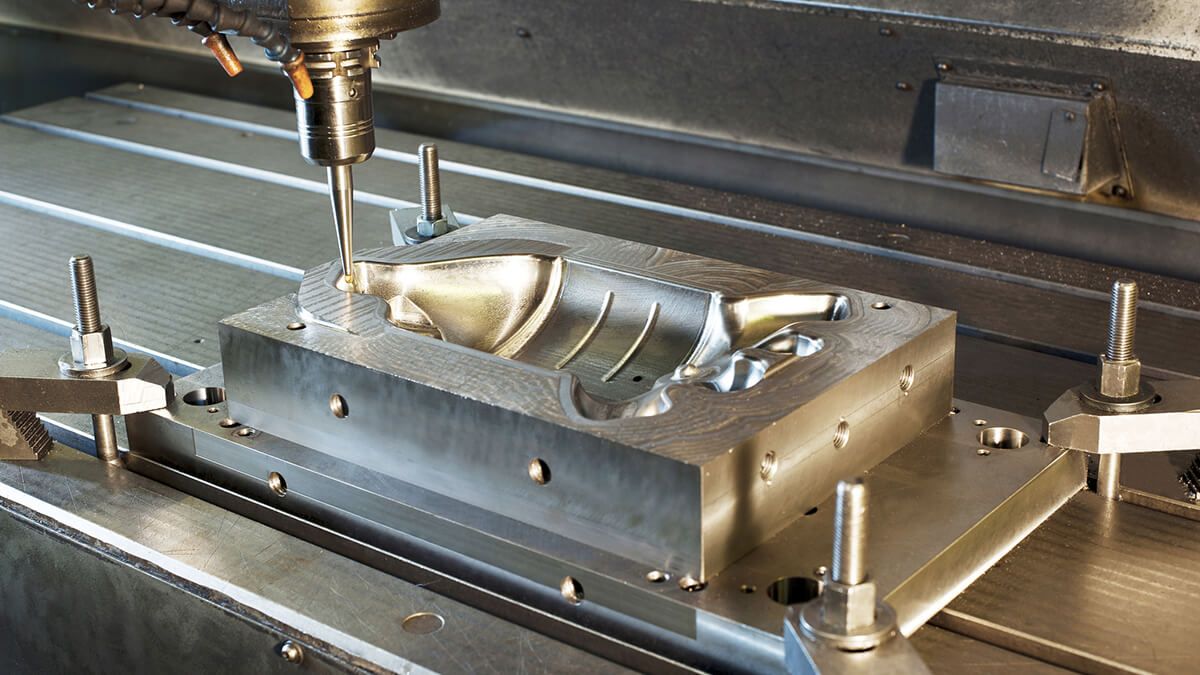
Die Development

Wax Pattern Injection

Wax Pattern Assambly

Ceramic Coating

Dewaxing

Pouring / Melting
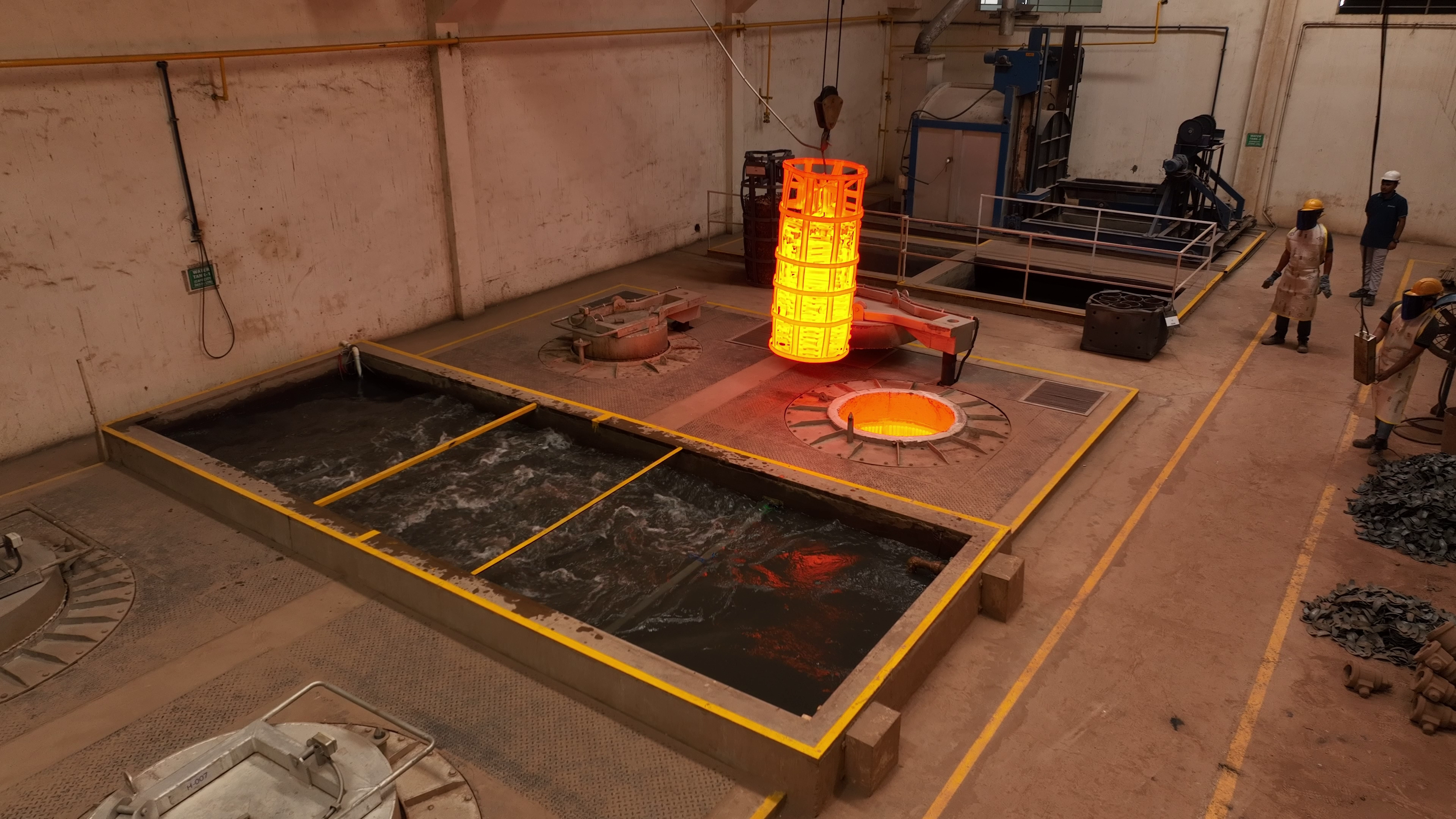
Heat Treatment

Fettling / GRINDING

Casting Inspection

Machining

Final Inspection

Dispatch
Material's We Cast
Carbon Steel
ASTM A216
WCB, WCC
Alloy Steel
ASTM A217
WC1, WC6, WC9, C5, C12, C12A, CA15
Duplex Stainless Steel
ASTM A890, ASTM A995
CD4MCu Gr.1A, CD4MCu Gr. 1B, CD3MN Gr. 4A, CE3MN Gr. 5A, CD3MWCuN Gr. 6A, CD3MWN Gr. 7A, CD6MN Gr. 3A
Low alloy Steel
ASTM A352
LCB, LCC, LC1, LC2, CA6NM
ASTM A732
1A TYPE IC 1020, 2A TYPE IC 1030, 3A TYPE IC 1040, 8Q TYPE IC 4140, 13Q TYPE IC 8620, 7Q TYPE IC 4130
Stainess Steel
ASTM A351, ASTM A743
CF8, CF8M, CF8C, CF3, CF3M, CG8M, CG3M, CA-15, CA-40, CF20, CK20, CN7M, CK3MCuN
Nickel & Cobalt base Alloys
ASTM A494
N-12 MV, M25S, M35-1, CW6M, CW2M, N7M, CW-12MW, CX-2MW, CU5MCuC, CW6MC, Stellite 6, Stellite 12, Stellite 20
Non Ferrous Alloys
ASTM B584
C87500, C89836
ASTM B148
C95800
ASTM B505
CuSn14
Note : Apart from the above materials we can cast based on customer specifications.
Why Investment Castings ?
Flexible Designs
Investment casting may make use of a wide variety of alloys and almost any design characteristic.
Range of Alloys
Hundreds of different alloys can be used in investment casting to achieve cost-effectiveness and meet specialized needs. The near-net-shape process greatly reduces the need for finishing, which makes it practical to use a harder alloy, when beneficial.
Parts Consistency
The wax patterns used in investment casting are produced over and over again from the same tool. This ensures extremely consistent parts that meet specifications and tolerances.
Surface Finish Quality
Parts come right out of the mold with a very good surface finish, typically in the 125 RMS range.
Detail and Accuracy
Investment casting can achieve excellent detail and accuracy – in +/- 0.005 inch per inch range. Very little additional machining is necessary for details and features.
Lower Production Costs
Investment casting’s near-net-shape parts require less machining; its tooling is less expensive; and the tools have a longer life than other processes.
Less Waste
The near net shape of investment casting requires very little machining, which minimizes material waste.
Less Process Time
The time it takes to go from initial concept to production utilizing the investment casting process is less than other production options. Products can get to market sooner, and companies can be more responsive to changing market requirements.